


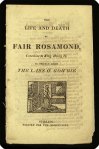









Above is a novel about Fair Rosamond who is found hidden in a labyrinth by Queen Eleanore, who forces Rosamond to drink poison. Eleanor followed a red thread that Rosamond had carelessly let trail behind her. The Scarlet Thread plays a huge role in British Israelism.It denotes a lineage from King David, from which San de Mattos might descend. The Rose of Sharon was the Champion of the World and Word.
The de Mattos, da Costa, and the Teixeira families were involved in shipping African slaves to Brazil. This come from a very reputable source, and not from some radical Muslim. Jesus allegedly descends from king David, and he came to do away with slavery. Jesus has been turned into a supernatural super man, who can do anything – but free the slaves of the world – and give eqaul pay to women! Jesus has been turned into the harmless Cheffon Capitalist Jesus, who is the Task Master for billionaires, he making sure the Have-nots stay in their place, and leave the Haves to perform capitalistic miracles with the Trickle Down Miracle Machine that is replacing our weaving looms, putting thousands out of work.
“You don’t need to look behind the curtain to see what we rich folks are doing. Now get thee to a mega-church – and get down on your knees – boy!”
I have come to take their Cheffon Jesus off that evil cross, and – toss him in the ash can! Some folks call me “nuts” but, I know God and His Saints, were all about Social Justice! Doesn’t Romney sell the works from closed plants?
The evangelicals have already got behind Mitt Romney who promised to take away the Social Safety Net – in the name of the weird Mormon Jesus. Rich Republican don’t give a rat’s whose Jesus saves them, keeps the poor and the disenfranchised at bay. Well, Jesus the sky god – is dead! The rose savior is just a man……..who came to own the end of the Rose Thread – and I’m no damn Communist!
Jon Presco
Copyright 2012
Hannah Rosamond mother of Eliza Emma Elizabeth
Sarah Maria Rosamond was born Abt. 1857 in Bethnal Green, London, and died Abt. 1909. She married Peter Dulieu on 09 Jul 1876 in St Andrew, Bethnal Green, London, son of Joseph Dulieu and Elizabeth Hammond.
John HILL, son of Joseph HILL and Mary PARRANT , was born 1859 in Bethnal Green, LDN, ENG. He married Rosina Eliza ROSAMOND 1883 in Bethnal Green, LDN, ENG. Rosina Eliza ROSAMOND was born March 1861 in Bethnal Green, LDN, ENG.
Children of John HILL and Rosina Eliza ROSAMOND are:
1. Ivy Emily HILL, b. 1884
2. William HILL, b. 1887
3. Grace Violet HILL, b. 1893
The Brothers Grimm included a variant, Little Briar Rose, in their collection (1812).[6] It truncates the story as Perrault and Basile told it to the ending now generally known: the arrival of the prince concludes the tale.[8] Some translations of the Grimm tale give the princess the name Rosamond. The brothers considered rejecting the story on the grounds that it was derived from Perrault’s version, but the presence of the Brynhild tale convinced them to include it as an authentically German tale. Still, it is the only known German variant of the tale, and the influence of Perrault is almost certain.[9]
http://www.city-data.com/neighborhood/Plantation-Point-Hodges-SC.html
http://www.lakegreenwoodproperty.com/property/104110/
3. Tom Rosamond, one of the current researchers in the US, had a Heraldry House in Boston do research on a family crest, and a crest was discovered that originated in Ireland. This crest exactly matches the one that Mary Jane Loya has. 4. My father, Robert Henry Rosamond (1909 – 1987), did a great deal of research into the family history. He told me (how I wish I had paid more attention) that we were descended from the Huguenots and that the he had managed to trace as far back as a William Rosamond, a Huguenot who left France in the late 17th century. He said that one of the sons of William Rosamond had settled in Sandwich and started a silk weaving business that had later been moved to Bethnal Green. He had discovered that one member of the family had been deported from Oxford Assizes for Highway Robbery in the 18th century.
3. It is probable that one of the sons, probably Nathaniel, died in the American War of Independence. There is also little doubt that one of the other sons, I am not sure which, finished up in Sandwich which was then a very important port on the South coast of England (one of the Cinque Ports (2) ) where he started a silk weaving business. No doubt silk would have been imported into Sandwich. Eventually the business moved to Bethnal Green (then known as Bednal Green) a small village that was situated about a mile to the East of the City of London boundary wall. As London grew so Bethnal Green was eventually incorporated as a London Borough of which my father was one time Mayor. There is quite a large family of Rosamonds in London, including my eldest son and his family but after I remarried and moved North I lost touch with them.
4. The Eastern side of Bethnal Green became a well-known centre for silk weaving and my family were originally silk weavers. The trade continued until the 2nd World War during which Bethnal Green was virtually destroyed by bombing. There are, however, still some silk weavers’ cottages standing in the Cheshire Street area. (“Huguenot Weavers Houses in Spitalfields” East London Papers, Volume 1, Number 1, – April 1958) One of the Bethnal Green Huguenot silk weavers, one George Dorée, was the most skilled of the silk workers and was responsible for the weaving of the coronation robe for King Edward VII. My old school, Parmiters’, that was situated in Bethnal Green was founded in 1682 by one Thomas Parmiter, a Huguenot silk merchant.
Title woodcut vignette of a woman kneeling at an altar. In the six-page ballad “Fair Rosamond”, Henry II builds a tower with a hundred and fifty entrances at Woodstock, near Oxford. The tower serves as a safe house for his mistress, the fair Rosamond. So complex is its architecture that those who enter must follow a thread to find their way out. When Henry has to leave to put down a rebellion in France, the jealous Queen Eleanor wounds the knight who guards the tower, follows the thread to Rosamond’s chamber and murders her by forcing her to drink poison.
A Tudor ballad, the Blind Beggar of Bethnal Green, tells the story of an ostensibly poor man who gave a surprisingly generous dowry for his daughter’s wedding. The tale furnishes the parish of Bethnal Green’s coat of arms. According to one version of the legend, found in Percy’s Reliques of Ancient English Poetry published in 1765, the beggar was said to be Henry, the son of Simon de Montfort, but Percy himself declared that this version was not genuine.[3] The Blind Beggar public house in Whitechapel is reputed to be the site of his begging.
The silk-weaving trade spread eastwards from Spitalfields throughout the 18th century. This attracted many Huguenot and Irish weavers to the district. Large estates of small two story cottages were developed in the west of the area to house them. A downturn in the trade in 1769 lead to the Spitalfield Riots, and on 6 December 1769, two weavers accused of ‘cutting’ were hanged in front of the Salmon and Ball public house.
In the 19th century, Bethnal Green remained characterised by its market gardens and by weaving. Having been an area of large houses and gardens as late as the 18th century, by about 1860 Bethnal Green was mainly full of tumbledown old buildings with many families living in each house. By the end of the century, Bethnal Green was one of the poorest slums in London. Jack the Ripper operated at the western end of Bethnal Green and in neighbouring Whitechapel
The Huguenots, who escaped from France and the Low Countries in the 17th Century, settled in the Spitalfields area of London and established the Silk Weaving industry. Not all the Weavers were Huguenots, many were of English families who had been weavers for centuries and there were others, such as ex farm workers, who moved to the metropolis and took up the trade. The Spitalfields area became so crowded that the industry expanded into the Bethnal Green, Mile End and Shoreditch areas. The industry was regulated by the Weavers Company, a type of guild, which endeavoured to maintain a high standard of craftsmanship. Unfortunately, the Company grew lax in its supervision and allowed non weavers to buy themselves into the Company, some even becoming Freemen.
The profitability of the industry depended upon the level of customs duty levied on imported silk goods, this protection having been in place for some considerably period. In 1765 and 1776 import regulations were strengthened and in 1773 the first of the Spitalfield Acts was passed but these were repealed in 1824 and some import duties relaxed two years later. During the period of the strengthened protection, the industry experienced stability and much less poverty. The removal of the remaining import duties in 1860 spelt the demise of the London Silk Weaving industry.”
Weavers, generally speaking were not well paid and a government commission in the 1830s established that many journeyman weavers and their families were living in poverty. However, it should be stressed that by and large they were no worse off than their neighbours employed in other trades. Another commission in 1839 found that weavers’ children were brought up into the industry and tended to marry into other weaver families. It is apparent that by the middle of the 19th century, most weavers were trying to establish themselves in other types of work. That some were not successful is evident from the number of families who ended up in the Workhouse.
James Rosamond built second mill in 1857
By Gerry Wheatley
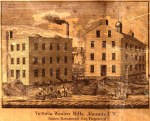
Last week was the story of the first woollen mill in Almonte the Ramsay Woolen Cloth Manufacturing Company built in 1851 and burned in 1852. The second Almonte Woollen mill, built on the same site in 1857, was James Rosamond’s Victoria Woollen Mill.
These woollen mills were complete woolen factories; purchasing the raw fleece from the farmers and processing the fleece through all the steps to finished woollen cloth for sale to the public.
The woollen industry in Almonte and the Mississippi Valley evolved through three phases, similar to the development in the industrial revolution in England. First
was the craft or cottage industry of processing wool, then parts of this process were mechanised and thirdly, there was full mechanisation of the entire woollen manufacturing process.
Several weeks ago in this “Our Heritage,” the Neilson family noted their sheep produced the fleece which was washed, carded, spun and woven into “home spun grey cloth.” This process occurred in all the forms in the area. The settlers were experienced with both sheep and processing the fleece into cloth.
Sheep were the most valuable animals to the early pioneers of Lanark County. Sheep provided both food and clothing, and could survive on the poorer farm land which was so plentiful, and leave the good land for crops.
The second phase was mechanised carding mills to take the tedious labor out of carding the wool and to do a better job of carding.
Farmers brought their fleece to the mill for carding and paid either in cash or with part of their fleece. They then took the fleece home for shinning and weaving into cloth. Custom carding hills appeared on the Mississippi River after 1830 and retrained long after woollen factories were built.
Both these phases were exclusively for local consumption. Some goods were exchanged locally but none went to distant markets.
How did the local woollen production evolve to factory production?
Economists simplify the process by talking about the six M’s. These are materials, men, money, machines, markets and methods, which must be put together for factory production. There was a growing amount of woollen fleece produced locally and there were enough men who were experienced in processing wool. There was a demand for woollen goods in the big city markets in Canada and overseas but there was no transportation system to move the woollen goods to market. Machines were available in England but money was needed to buy them. Most important were methods; how to harness the Mississippi River’s water power to run the woollen machinery and how to move the goods to market.
Businessmen saw the potential for making money in the Mississippi River valley so they built the Brockville and Ottawa Railway froth Brockville to Carleton Place to Almonte, and later extended the railway to Arnprior
Water power was the key to low cost energy, and Almonte was the best site. About 60 per cent of the drop in Mississippi River occurs al Almonte, and waste power is measured by the number of feet a volume of water drops. Daniel Shipman had installed water wheels to run his saw mill in 1821 and his grist mill in 1822. More efficient water turbines were invented in the 1820’s in Europe. These probably were used in the early Almonte woollen mills because water turbines operate under water, are not affected by ice and can run all winter.
James Rosamond had built a woollen mill in Carleton Place in 1848. In 1851 he joined with 35 others in Almonte’s Ramsay Woollen Cloth Manufacturing Company. After that mill burned in 1852 he bought the site and water rights.
James Rosamond had the money and, with his sons Bennett and William, were the kind of men to put all the pieces together for a woollen industry in Almonte. They recognised the importance of the railway in their business and added as shareholders in the Rosamond Woollen Company George Stephens and Donald Smith. These two later became key men in building the Canadian Pacific Railway to the Pacific Ocean.
ALMONTE GAZETTES December 30 1986
Rosamond designated a National Heritage-Site
by Gerry Wheatley
The heading for this column has never been used more appropriately than when applied to the Rosamond Woolen Company No 1 mill. This mill and the Rosamond family have been symbols of the heritage of Almonte and the Mississippi River Vailley, which became the center of Canada’s woolen industry over a century ago.
Two weeks ago we learned that Parks Canada (Enviroment Canada-Parks) had designated the Rosamond Mill as a national historic site with national significance both as a historic site of the textile industry and a building of architectural architectural importance.
This designation is the most important recognition that has occurred to the textile industry in this area in many years. It comes at a time when the last textile mill in Almonte is about to close. The Collie Woolen Company will move the last of its operations from the former Rosamond Mill to Appleton in a few months. Present plans call for the Rosamond Mill main building to be converted into condominiums.
When the Rosamond Mill closes in 1987, the mill will have been producing textiles from 1867 to 1987, a total of 120 years.
Rosamond is the most important name in the history of the textile industry in the Mississippi Valley. James Rosamond began manufacturing woolen textiles in Carleton Place in 1846, and operated a carding mill before that. He was one of 36 shareholders who began Almonte’s first woolen mill in 1852 on the site of the present McPherson Gallery (Pinecraft). The Ramsay Woolen Cloth Company mill burned within a year and later, James Rosamond bought the land and water rights.
James Rosamond built his first Almonte mill, The Victoria Woolen Mill, in 1856 on the site between McPherson’s Gallery and Peterson’s Ice Cream plant. This stone building burned in the 1920’s. His
second woolen mill, built in 1862 and connected to the first mill on the ground and third floors, was the present McPherson Gallery building.
As the Rosamonds built the Victoria Woolen Mill, they realized the site would be too small in the long run. They began acquiring property at the north-west end of Coleman’s Island near the falls, which was occupied by a tannery and residences. Between 1857 and 1867 the Rosamonds acquired six parcels of land.
Bennett and William Rosamond took over the company leadership from James and with a relative, planned a larger and more modern mill on the Coleman’s Island property. The relative was Andrew Bell, who had married Marion, the eldest daughter of James Rosamond. Andrew was an engineer and architect and had layed the rail bed for the Brockville and 0ttawa Railway from Brockville to Almonte, construction of the Rosamond Mill, Cornwall Woolen Mills, and the Arnprior Town Hall, to name a few. Andrew lived in Almonte and travelled to his many engineering assignments. He built his home on Mitcheson Street and called it “The Maples”. Helen and Herb Pragnell now reside in the Bell home.
The Coleman Island mill was built in 1866-67. The first building was a six storey stone building, six windows wide by 12 windows long, centered on each side by a tower. In 1872 a three storey dye house was added on the north, and a 45 foot by 130 foot warehouse and a 40 foot by 48 foot “Counting House” on the south. Last week’s 1879 Pic Of The Past showed the original Rosamond Mill with the 1872 additions. In 1887 a four-storey north addition was built connecting and over the dye house. Also a four-storey south addition was built connecting the main building and the Counting House.
The Counting House was demolished in 1899 and the south wing extended to Ramsay Street. A 26 foot by 46 foot office was added to the west end of the warehouse in 1904.
The Rosamond Mill main building measures the dye house wing measures 175 feet long.
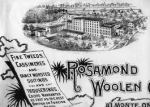
Expansion of the mill was both to increase production and to bring in new lines of fabrics. Earlier production used local grown wool, a coarse variety. The Rosamonds brought in fine wool to manufacture a line of “fine tweeds, fancy worsteds, suitings and trouserings, covert cloths, whipcards and indigo serges.” These products earned many prizes for quality in Canada and around the world . The Rosamond Woolen Company of Almonte, Ontario, Canada became the symbol of quality for woolen goods around the world.
The Rosamond Mill was considered the most modern and most technologically advanced woolen mill in Canada. It also became the largest mill in Canada.
The Rosamond Mill was considered a “model mill” of the textile industry and was studied by many engineers and entrepreneurs in the textile industry.
In the future, “Our Heritage” will feature more stories about the Rosamonds, the Rosamond Mill, its architecture and its architect, Andrew Bell.
ALMONTE Gazette January 28 1987
Rosamond mill considered model in industry
By Gerry Wheatley
The Historic Sites and Monuments Board of Canada recommended that, “the Rosamond Woollen Company Mill complex is of national historic and architectural significance and should be commemorated by means of a plaque.”
The Minister of the Environment, Tom McMillan, approved the recommendation. The commemoration of the mill complex with a plaque will take place sometime in the future.
This is the information obtained by the Mississippi Valley Textile Museum from the Historic Sites and Monuments Board of Canada. A further enquiry revealed that the board does not release its discussions on the matter or reasons for the designation.
The research files of the Mississippi Valley Textile Museum contain considerable information on the Rosamond family and the Rosamond mills.
Tire following may explain why the Rosamond mill complex was designated a national historic site for both historic and architectural reasons.
The Rosamond number one mill was considered a model mill. It incorporated unique design features and represented a stage in the development of textile mill buildilngs. Today, those buildings are in good condition, almost the same as they were 80 years ago. They are a visual link today with our historic textile milling past.
The major woollen mills in early Canada were primarily in Ontario. In the 1880’s, the major woollen mills in Ontario were the A W Brodie and the R Forbes mills in Hespeler, the Cornwall Manufacturing Co in Cornwall, and the Rosamond and Victoria woollen mills in Almonte, while Sherbrooke, Quebec, had the Paton Manufacturing Company.
The Paton mill was the largest, followed closely by the Rosamond mill. The Paton mill remained the largest mill until the 1930’s when the Forbes mill of Hespeler, a small mill in the 1880’s, became the largest woollen mill. Again, the Rosamond mill in Almonte was the second largest mill.
It is my understanding that the architectural design of the Rosamond mill incorporates “slow burning” method of construction in the building.
In the days before electric light, fire was the greatest fear in mill buildings. Mill buildings were built with thick load bearing brick or stone outer walls, and brick internal framing or cast iron pillars which could collapse with the heat of a fire.
The Rosamond mill used heavy wooden columns and beams and heavy double plank flooring. It is all excellent example of this “slow burn” method of construction.
It sould be noted that this same principle was selected in the design and construction of the present Almonte arena. Laminated beams and a heavy plank roof were selected as “slow burning” and keeping their structural strength in a fire as compared to timber or steel construction.
The life of the Rosamond family and their progress and developments in the texile industry were typical of the historic development of the woollen textile industry in Canada.
James Rosamond began in the 1830’s in Carleton Place with a carding mill, the first step in machine application to wool processing. He followed in the 1840’s with a small mill to produce finished woollen goods. He built the Victoria Woollen Mill in Almonte in 1851, and doubled its capacity in 1862 by building the present McPherson Gallery building.
His sons Bennett and William built the number one mill on Coleman’s Island in 1866-67, and expanded several times in the next 40 years to produce fine woollen of international quality. Following World War 1, the Rosamond mill production declined until its sale in 1952.
The Rosamonds were leaders in the community, leaders in the textile field and leaders in quality and technology. In their time they produced a full range of woollen goods including blankets at the Brown Mill (where the Thoburn mill now stands), knitted goods at the Almonte Knitting Company (the Red Mill, downstream and across the river from the Almonte electric plant), fine woollens in their number one mill, and shoddy at the Victoria Woollen mills.
The Rosamond family was in woollen manufacturing for 120 years, from the beginning of machine manufacturing of wool until wool lost its dominance in textiles.
The Rosamond family, situated in Almonte the major woollen manufacturing centre a century ago, and the model Rosamond mill they built, are a natural choice for historic recognition of Canada’s woollen textile industry.
——————————————————————————–
In 1987, Parks Canada did an exhaustive picture survey on the mill before its reincarnation as a condominium. These pictures are available in the two links below (disc 1 and disc 2) as well as the report. Clicking on disc 1 or disc 2 will present you with a listing of the photographs. Click on any file to view the photo. A word of warning – there are 266 photos in these two listings.
Parks Canada Article
In 1860 it was calculated that about 88 per cent of America’s slave-owners owned twenty slaves or less. However, large landowners would usually own well over 100 slaves and relied heavily on overseers to run their plantations . These overseers were under considerable pressure from the plantation owners to maximize profits. They did this by bullying the slaves into increasing productivity. The punishments used against slaves judged to be under-performing included the use of the cart-whip . Not surprisingly the mortality-rate amongst the slaves was high. Studies have shown that over a four-year period, up to 30 per cent of the slave population in America died.
John Newton was a slave-captain between 1747 and 1754. He wrote in Thoughts upon the African Slave Trade (1787): “He later recalled a conversation with a man who purchased slaves from Newton: “He said, that calculations had been made, with all possible exactness, to determine which was the preferable, that is, the most saving method of managing slaves”. He went onto say that they needed to decided: “Whether, to appoint them moderate work, plenty of provision, and such treatment, as might enable them to protract their lives to old age? Or, by rigorously straining their strength to the utmost, with little relaxation, hard fare, and hard usage, to wear them out before they became useless, and unable to do service; and then, to buy new ones, to fill up their places?”
Women as well as men were whipped. This was one of the reasons why slaves preferred to marry women from other plantations. Moses Grandy argued that: “no colored man wishes to live at the house where his wife lives, for he has to endure the continual misery of seeing her flogged and abused without daring to say a word in her defence.” Henry Bibb agreed pointing out: “If my wife must be exposed to the insults and licentious passions of wicked slave-drivers and overseers. Heaven forbid that I should be compelled to witness the sight.”
Gregório de Mattos e Guerra was born in Bahia, to Gregório de Mattos (a Portuguese nobleman) and Maria da Guerra (a matron). He studied at the Jesuit College and travelled to Lisbon in 1652, entering the University of Coimbra, where he completed his Law degree in 1661. There he became friends with poet Tomás Pinto Brandão (1664–1743) and married D. Michaella de Andrade, and, two years later, was appointed to a judgeship in Alcácer do Sal. In 1672, he served as solicitor for the city of Bahia to the Portuguese court.
In 1679 he returned to Brazil as a widower. He was married for a second time in 1691 to Maria dos Povos, but led a rather bohemian life. A malcontent, he criticized everyone and everything: the church, government and all classes of people, from the rich and powerful to the lowly pauper, sparing no race or profession. His irreverent and satiric writings eventually got him into trouble, and Gregório was exiled to Angola in 1694, where he is said to have contracted a letal disease. Very ill, he managed to return to Brazil the following year, but he was prohibited from entering Bahia and from distributing his poetry. He instead went to Recife, where he died in 1696 – few minutes before death, he asked two catholic priests to come at him and stand each one aside of his body, thus he alleged to be “dying between two thieves, similarly to Jesus Christ in his crucifixion”.
His older brother was the painter and orator Eusébio de Mattos (1629–1692).
I am a Professor of African History and Chair of the History Department. My areas of research specialization are Upper Guinea, the Atlantic, and Brazil. I am particularly interested in the history of slavery and the slave trade. Much of my research has focused on African agricultural practices, religious beliefs, and family structures in the Old and New Worlds. My first book, Planting Rice and Harvesting Slaves: Transformations along the Guinea-Bissau Coast, 1400–1900 (Heinemann: 2003), explores the impact of the impact of interactions with the Atlantic, and particularly slave trading, on small-scale, decentralized societies. My most recent book, From Africa to Brazil: Culture, Identity, and an Atlantic Slave Trade 1600-1830 (Cambridge: 2010), examines the slave trade from Upper Guinea to Amazonia Brazil. Generous funding for the project was provided by Fulbright Hays and National Endowment for the Humanities. I have published in a range of scholarly journals such as Journal of African History, Luso-Brazilian Review, Slavery and Abolition, Africa, Journal of Global History, and American Historical Review. I recently completed work on a British-Library funded archival digitization project in The Gambia.
I am presently working on “Biographies: The Atlantic Slave Database Network” or ASDN. With generous funding provided by the National Endowment for the Humanities, ASDN will be a database with information about the identities of enslaved people in the Atlantic World. ASDN collates data on individual slaves meticulously collected by researchers over the past twenty years. Reviewed by an Advisory Board of experts, datasets include among other information the names, ethnicities, skills, occupations, and illnesses of slaves. The collections reveal much about slave life in the New World and about African slaves’ lives in parts of the Old World.
The initial phase of the ASDN will establish a best practice methodology for how to structure the database to handle datasets containing descriptions of slaves. Phase I will culminate in a freely accessible website with tools that allow researchers to better visualize and analyze the material in database.
http://www.cotton.org/econ/textile-crisis.cfm
This surge in imported cotton products has decimated U.S. textile mills. In 1997, U.S. mill use of cotton was 11.4 million bales; by 2000, it had declined to only 9.5 million bales. As 2001 begins, U.S. mill use has continued to plummet with recent estimates of textile consumption falling below 8.5 million bales. The decline in U.S. mill demand for raw cotton directly impacts the economic fortunes of all other sectors of the U.S. cotton industry. Sales to domestic spinning mills provide stability to the level of overall annual offtake of U.S. raw cotton. Annual export volume varies much more widely than U.S. mill demand and, therefore, is a source of significant volatility in prices. The ongoing decline in mill demand has sharply reduced the overall level of offtake for U.S. cotton and is impacting prices to U.S. cotton growers. Combined with the difficulties stemming from highly variable raw cotton export opportunities, U.S. futures market values have fallen steeply and U.S. cotton growers are facing prices well below USDA’s estimated cost of production. In early June 2001, the futures price of cotton is 41 cents, just one-half of the value at the time the 1995 farm law was passed.
The U.S. textile industry is vanishing from our economic landscape. Its decline not only harms textile workers and ancillary industries but also damages our producers of natural fiber and the rural economy. This is not a buggy whip or outmoded technology issue. The textile industry is one of the most innovative and productive manufacturing sectors in the U.S. economy.
Although we have seen a drastic decline in the textile industry, the apparel industry has fared much worse, experiencing a 70% decline in jobs and 55% of plants from 1996 to 2006. The textile industry by comparison has only lost 63% of jobs and 32% of plants from 1996. However, the textile industry (NAICS 313 and 314) is almost three times bigger than the apparel industry (NAICS 315) in North Carolina, and employs more than 59,000 workers, accounting for 10.7% of all manufacturing employment. Apparel jobs number just over 20,000 in comparison.
With the decline in the bulk numbers of factories operating in the state, one segment of the industry that is growing is North Carolina firms exporting intermediate goods that overseas firms are turning into final products. 14% of North Carolina exports fall within the textile and apparel industry. These exports include both finished goods that are being sold abroad and intermediate goods that firms’ plants in other countries will work on. For example, the percentage of North Carolina exports made up of yarn & fabric products is on the rise, while the share of apparel products is on the decline. This change is partly explained by the rising skill levels of global suppliers who can do more and more finishing work, meaning that companies will export more fabric products that suppliers will then turn into apparel. This is shown through the form of foreign direct investment (FDI) into lower-wage and lower skill countries that are nonetheless moving into higher-valued activities within the industry. This is witnessed through these countries receiving the majority of both yarn and fabric exports from the United States. Instead of sending almost finished jeans to, for example, such countries as Honduras or Costa Rica where only final stitching is required, now companies are starting to send them unfinished denim.

Leave a comment